Tel: +86-0731-88672086 E-mail: info@great-pipe.com
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search

Views: 99 Author: Site Editor Publish Time: 2023-09-12 Origin: Site
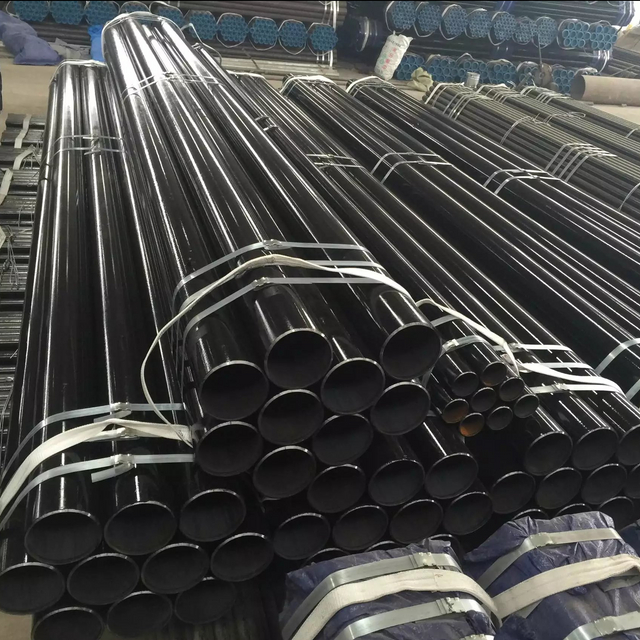
Spiral welded pipe (ssaw): It is made by rolling low-carbon carbon structural steel or low alloy structural steel strip into a tube blank according to a certain helical angle (called forming angle), and then welding the pipe seam. It can be made with narrower strip steel produces large diameter steel pipes. Its specifications are expressed by outer diameter * wall thickness. The welded pipe should ensure that the hydraulic test, the tensile strength of the weld and the cold bending performance must meet the regulations.
Advantages of spiral welded pipe:
(1) Steel pipes of different diameters can be produced by using strip steel of the same width, especially steel pipes of large diameter can be produced by narrow strip steel.
(2) Under the same pressure conditions, the stress of the spiral welded seam is smaller than that of the straight seam, which is 75% to 90% of the straight seam welded pipe, so it can withstand greater pressure. Compared with straight seam welded pipes with the same outer diameter, the wall thickness can be reduced by 10% to 25% under the same pressure.
(3) Dimensions, the general diameter tolerance does not exceed 0.12%, the deflection is less than 1/2000, and the ellipticity is less than 1%. Generally, the sizing and straightening processes can be omitted.
(4) It can be produced continuously. In theory, it can produce infinitely long steel pipes. The loss of cutting head and tail is small, and the metal utilization rate can be increased by 6% to 8%.
(5) Compared with the longitudinal welded pipe, it is flexible in operation and convenient in changing varieties and adjustments.
(6) The equipment is light in weight and low in initial investment. It can be made into a trailer-type mobile unit to produce welded pipes directly on the construction site where the pipelines are laid.
(7) It is easy to realize mechanization and automation.
The disadvantage of the spiral welded pipe is: because the coiled strip steel is used as the raw material, there is a certain crescent bend, and the welding point is in the edge area of the strip steel with elasticity, so it is not easy to align the welding torch, which affects the welding quality. To do this, complex seam tracking and quality inspection equipment is set up.
The development direction of spiral welded pipe:
Due to the increasingly high bearing pressure of the pipeline, the increasingly harsh service conditions, and the need to prolong the service life of the pipeline as much as possible, the main development direction of the spiral welded pipe is:
(1) Produce large-diameter thick-walled pipes to improve pressure resistance;
(2) Design and produce steel pipes with new structures, such as double-layer spiral welded pipes, that is, welded double-layer pipes with strip steel half the thickness of the pipe wall, which not only has higher strength than single-layer pipes of the same thickness, but also does not appear brittle failure;
(3) Develop new steel types, improve the level of smelting technology, and widely adopt controlled rolling and post-rolling waste heat treatment technology to continuously improve the strength, toughness and welding performance of the pipe body;
(4) Vigorously develop coated pipes, such as coating the inner wall of the pipe with an anti-corrosion layer, which can not only prolong the service life, but also improve the smoothness of the inner wall, reduce fluid friction resistance, reduce wax accumulation and dirt, reduce the number of cleaning pipes, and reduce maintenance cost.
PS: Welded steel pipes have lower cost and higher production efficiency than seamless tubes. Straight seam welded pipe has simple production process, high production efficiency, low cost and rapid development. The strength of the spiral welded pipe is generally higher than that of the straight welded pipe.