Tel: +86-0731-88672086 E-mail: info@great-pipe.com
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search

Views: 15 Author: Site Editor Publish Time: 2023-10-26 Origin: Site
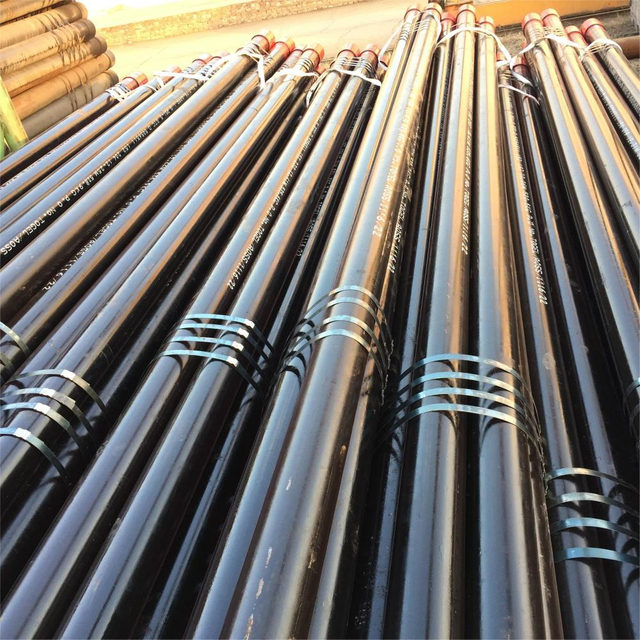
Welding process of 37Mn5 oil casing pipe:
(1) Gas shielded welding using 80% Ar+20% CO2 is the chosen welding technique.
The choice of welding materials is made using ER55-G, a 3.2 mm-diameter welding wire.
Welding parameters: voltage 26–30V, current 250–320A;
Welding speed: 35–50 cm/min; preheating temperature: 100°C; this ensures that the interlayer temperature cannot be 30°C higher than the preheating temperature nor lower than it.
Air cooling without any heat treatment is the post-weld treatment.
(2) The 80% Ar+20% CO2 gas shielded welding method was chosen.
The choice of welding materials is made using ER55-G, a 3.2 mm-diameter welding wire.
Welding parameters: voltage 26–30V, current 250–320A;
Welding speed: 35–50 cm/min; preheating temperature: 100°C; this ensures that the interlayer temperature cannot be 30°C higher than the preheating temperature nor lower than it.
After welding, the temperature is tempered to 600±20°C for four hours, with a heating rate of 50°C per hour and a cooling rate of 50°C per hour.