▇ ▍ Description
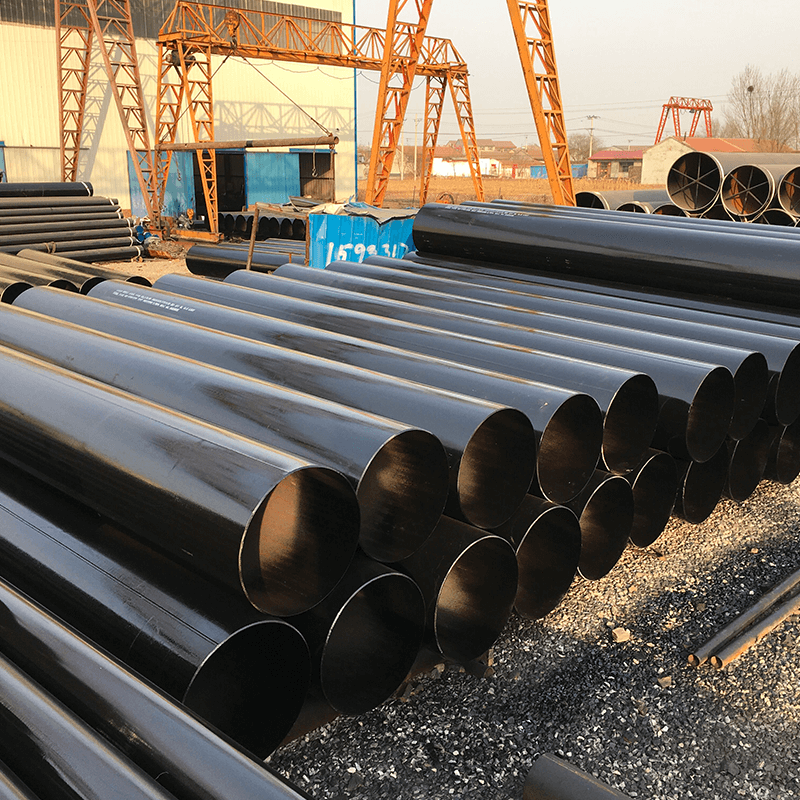
"LSAW Steel Pipe( Longitudinal Seam Submerged Arc Welding Pipe )
UOE LSAW STEEL PIPES
The UOE mill features the most advanced technology and process, achieves high production efficiency, stable product quality and is equipped with complete inspection equipment. UOE mill adopts U & O forming, the formed pipes are welded inside through five internal welding stations with three wires, and welded outside through four external welding stations with three wires. In accordance with different requirements of the customers, the welded pipe can be expanded either by mechanical or hydrostatic expand to improve dimensional accuracy, and eliminate residual stress.
Specifications
Outside Diameter 508mm- 1118mm (20""- 44"")
Wall Thickness: 6.0-25.4mm 1/4""-1""
Quality Standards: API、DNV、ISO、DEP、EN、ASTM、DIN、BS、JIS、GB、CSA
Length: 9-12.3m (30'- 40')
Grades: API 5L A-X90,GB/T9711 L190-L625
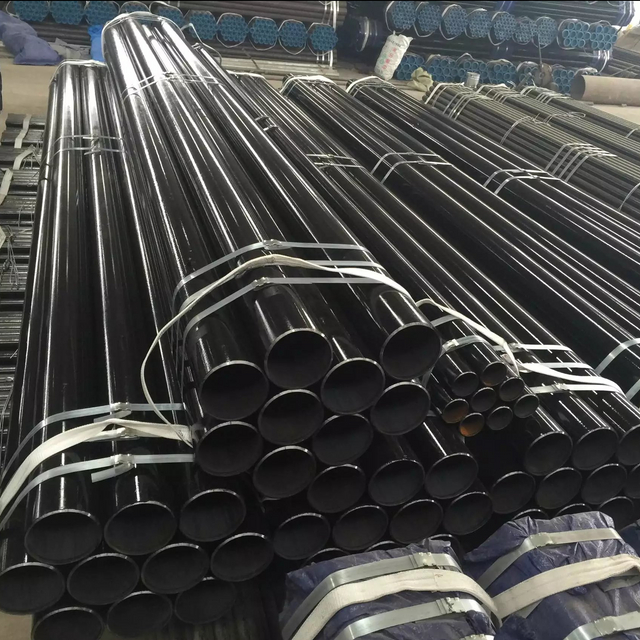
JOCE LSAW PIPES(PRESS BENDING)
This is large diameter longitudinal submerged arc welded (LSAW) pipe production line in China. The mill adopts progressive bending process, featuring evenly distributed forming stress, high uniformity of dimension, infinite sizes variation&wide prouct range, and high flexibility, etc.
Specifications
Outside Diameter:Φ406mm- 1626mm (16"" - 64"" )
Wall Thickness:6.0- 75mm (1/4"" - 3"" )
Quality Standards:API、DNV、ISO、DEP、EN、ASTM、DIN、BS、JIS、GB、CSA
Length:3-12.5m ( 10'- 41' )
Grades:API 5L A-X100, GB/T9711 L190-L690"
▇ ▍ Tolerance of Outside Diameter and Wall Thickness
Types
| Standard |
SY/T5040-2000 | SY/T5037-2000 | SY/T9711.1-1977 | ASTM A252 | AWWA C200-97 | API 5L PSL1 |
Tube end OD deviation | ±0.5%D | ±0.5%D | -0.79mm~+2.38mm | <±0.1%T | <±0.1%T | ±1.6mm |
Wall thickness
| ±10.0%T
| D<508mm, ±12.5%T | -8%T~+19.5%T
| <-12.5%T
| -8%T~+19.5%T
| 5.0mm<t<15.0mm, ±0.11 |
D>508mm, ±10.0%T | T≥15.0mm, ±1.5mm |
▇ ▍ Chemical Composition and Mechanical Properties
Standard
| Grade
| Chemical Composition(max)% | Mechanical Properties(min) |
C | Mn | Si | S | P | Yield Strength(Mpa) | Tensile Strength(Mpa) |
GB/T700-2006
| A | 0.22 | 1.4 | 0.35 | 0.05 | 0.045 | 235 | 370 |
B | 0.2 | 1.4 | 0.35 | 0.045 | 0.045 | 235 | 370 |
C | 0.17 | 1.4 | 0.35 | 0.04 | 0.04 | 235 | 370 |
D | 0.17 | 1.4 | 0.35 | 0.035 | 0.035 | 235 | 370 |
GB/T1591-2009
| A | 0.2 | 1.7 | 0.5 | 0.035 | 0.035 | 345 | 470 |
B | 0.2 | 1.7 | 0.5 | 0.03 | 0.03 | 345 | 470 |
C | 0.2 | 1.7 | 0.5 | 0.03 | 0.03 | 345 | 470 |
BS En10025
| S235JR | 0.17 | 1.4 | - | 0.035 | 0.035 | 235 | 360 |
S275JR | 0.21 | 1.5 | - | 0.035 | 0.035 | 275 | 410 |
S355JR | 0.24 | 1.6 | - | 0.035 | 0.035 | 355 | 470 |
DIN 17100
| ST37-2 | 0.2 | - | - | 0.05 | 0.05 | 225 | 340 |
ST44-2 | 0.21 | - | - | 0.05 | 0.05 | 265 | 410 |
ST52-3 | 0.2 | 1.6 | 0.55 | 0.04 | 0.04 | 345 | 490 |
JIS G3101
| SS400 | - | - | - | 0.05 | 0.05 | 235 | 400 |
SS490 | - | - | - | 0.05 | 0.05 | 275 | 490 |
API 5L PSL1
| A | 0.22 | 0.9 | - | 0.03 | 0.03 | 210 | 335 |
B | 0.26 | 1.2 | - | 0.03 | 0.03 | 245 | 415 |
X42 | 0.26 | 1.3 | - | 0.03 | 0.03 | 290 | 415 |
X46 | 0.26 | 1.4 | - | 0.03 | 0.03 | 320 | 435 |
X52 | 0.26 | 1.4 | - | 0.03 | 0.03 | 360 | 460 |
X56 | 0.26 | 1.1 | - | 0.03 | 0.03 | 390 | 490 |
X60 | 0.26 | 1.4 | - | 0.03 | 0.03 | 415 | 520 |
X65 | 0.26 | 1.45 | - | 0.03 | 0.03 | 450 | 535 |
X70 | 0.26 | 1.65 | - | 0.03 | 0.03 | 585 | 570 |